




The roller pass shot blasting machine focuses on the surface cleaning of metal plates and profiles, mainly for steel workpiece, removing its surface rust, oxide skin, dirt, etc., eliminating internal stress, improving workpiece fatigue resistance and increasing paint film adhesion. The equipment is highly flexible and can be used as an independent unit or integrated into a production line, suitable for different production speeds.
The nine way roller table through shot blasting machine has the advantages of many kinds of suitable workpieces, high shot blasting efficiency, good cleaning effect, high degree of automation, and can be customized. It has been applied in Liaoning Huarong heavy industry machinery, PetroChina Pipeline machinery manufacturing, Harbin Electric Group heavy equipment and other companies.
辊道通过式抛丸机1.png
Strong and durable: the chamber body is made of Mn13 rolled steel plate, with strong wear resistance. The guard plate is fixed with special nuts, which is simple and convenient to replace and has a long service life
High degree of intelligence: photoelectric switch detection, automatic identification of whether there is a workpiece that needs shot blasting; Shot blasting time accumulation timing function, which can guide the replacement of wear-resistant parts
High production efficiency: variable frequency speed regulation to realize high-speed feeding and sending; Equipped with hydraulic upper unloading device and rain and dirt cleaning device; The pellet replenisher replenishes the consumed pellets in real time, so as to improve the overall production efficiency
High flexibility: the roller system is variable frequency stepless speed regulation, and each work department is equipped with a sub control console. Each roller section can not only operate synchronously, but also act independently; The roller table of shot blasting room is equipped with wear-resistant sheath of special material to prevent shot blasting
Good shot blasting quality: the cantilever centrifugal curved blade shot blasting device with large shot blasting volume and high shot speed is adopted, and the cleaning quality reaches level 2.5
Good working environment: noise ≤ 85dB, dust concentration emission standard ≤ 100mg/m3, providing a clean operating environment
The roller table passing shot blasting machine is mainly used to clean the surface of mechanical industries such as section steel, steel structure, steel plate, lifting machinery, construction machinery, petrochemical, machine tool base, etc
 |  |  |
The steel is sent to the closed shot blasting cleaning room by the conveying roller table, and the steel wire cut shot (shot) is accelerated to the workpiece surface by the impeller rotating at high speed of the shot blaster, which impacts and scrapes the workpiece surface to remove the rust, scale and dirt on the workpiece surface. Then, the high-strength roller brush, shot receiving screw and high-pressure blow pipe are used to clean the accumulated shot and floating dust on the workpiece surface, so that the steel can achieve the purpose of rust removal and rust prevention.

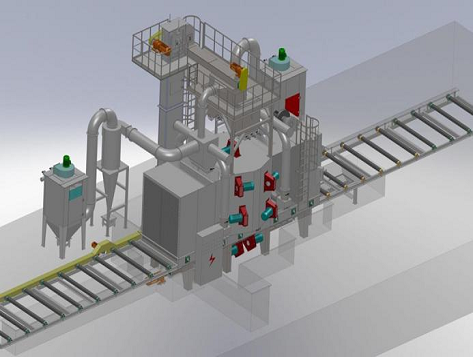
Schematic diagram of roller table passing shot blasting machine
The roller table passing shot blasting machine is mainly composed of shot blasting cleaning room, cleaning room, front and rear sealing rooms, shot blasting device assembly, chamber body roller table, front and rear conveying roller table, roll sweeping and purging system, pneumatic shot feeding system, separator, elevator, screw conveyor, platform ladder, dust removal system, electric control system, pneumatic control system, etc.

Structure diagram of shot blasting machine
The shell of the shot blasting chamber is solid, durable and rigid. The interior of the chamber is protected by 10mm thick rolled Mn13 high wear-resistant protective plate, which has good protection and long service life, more than 18000 hours; Cleaning room the cleaning room is a welded structure of steel plate and section steel, with a solid and durable shell, good rigidity, wide space, and lined with 6 mm cast chromium guard plate; The sealing chamber is of steel plate welding structure. The chamber shell is solid, durable and rigid. It is sealed with multi-layer wear-resistant rubber curtain. The bottom of the inlet and outlet is equipped with high elastic nylon brush row and 6 mm wear-resistant rubber plate, which is convenient for replacement and maintenance. The sealing effect is good, and it can effectively prevent bullets from flying out and dust from escaping. |  |
 | The roller table passing shot blasting machine adopts centrifugal linear blade shot blasting machine (American Penn company shot blasting technology), which has the advantages of high shot blasting efficiency (shot blasting ratio can reach 16kg/min · kW), fast speed (up to 83 M / s), good shot blasting effect (shot blasting belt is relatively wide and centralized, and shot blasting is uniform), high safety (installation of limited device, which can ensure that the equipment cannot be started during maintenance), and low noise. After the detection of dynamic balance instrument, The balance torque is between 12 ~ 15N · mm (national standard 18.6n · mm); The dovetail groove of the unit disc impeller is processed by precision milling machine, and the material is carburized and quenched; The blade is made of high chromium special wear-resistant cast iron. The surface hardness after heat treatment is hrc60-65, which has high wear resistance and service life. The weight difference of each shot blaster blade is ≤ 5g; The directional sleeve adopts a fully enclosed dial, which can easily adjust the ejection angle and direction. It is made of high chromium special wear-resistant cast iron. The surface hardness after heat treatment is hrc60-65, and the service life is long. |
The workpiece conveying system of the roller pass through shot blasting machine is composed of input roller table, shot blasting cleaning room roller table, purging sealing room roller table and output roller table. It adopts segmented drive. Each segment of drive can operate independently or synchronously. The drive motor adopts stepless frequency conversion speed regulation, and the driving torque will not be reduced due to the reduction of speed. The conveying speed is 0.5 ~ 4 m / min; The roller shafts of the input, output, roll sweeping and sealing chamber roller table are welded by high-quality carbon steel seamless steel pipes and quenched and tempered shaft heads. The shaft heads and the roller body are processed integrally after welding, which not only ensures the bearing load ≥ 2.0 T / m, but also ensures the coaxiality; The roller table in the shot blasting room is equipped with a special wear-resistant sheath that can be easily replaced for protection. After heat treatment, the hardness reaches HRC60 and the service life is long.In front of the entrance of the shot blasting room, there are pressure roller devices and photoelectric height measuring devices. Steel with different widths presses different numbers of pressure rollers. According to the signal of the upper limit switch of the pressure roller and the counting of the pulse wheel, the opening number (only for small-size steel) and opening time of the fan valve of the shot supply gate are controlled, so as to effectively control the shot and reduce the phenomenon of empty throwing. |  |
 | Jiutong adopts the method of one-stage rolling and one-stage purging to clean the steel plate. High elasticity and Φ 3mm composite nylon material, moderate hardness, large elasticity, good wear resistance, and service life of more than 3 years; The bristles are fixed on the semi nylon block, and the semi nylon is fixed on the roller brush shaft (welded by the high-quality carbon steel seamless steel pipe and the quenched and tempered shaft head) with bolts. The bristles are firmly fixed, and there is no loss of bristles in the work. The brush is fast, the structure is advanced, and the replacement is convenient; The whole spiral shaft of the shot receiving screw is processed as a whole after welding, and the spiral blade is made of 16Mn material. The pitch and outer circle dimensions are very accurate, which improves the service life of the screw. The roller brush and the shot receiving screw are driven by shaft mounted reducer, with light structure and stable and reliable operation. A small amount of bullets remain on the workpiece after rolling, and a blowpipe is set behind the rolling brush. The residual bullets move under the rolling brush under the blowing of the blowpipe, and then are swept into the shot receiving screw by the rolling brush. The high-pressure gas of the blowing pipe is supplied by a special high-pressure fan, which is installed in the pit below the blowing room. The air outlet and the blowing pipe are connected by hoses. |
The pneumatic shot gate of the roller passing shot blasting machine is a device that controls the shot blasting amount by controlling the air cylinder switch. It has high reliability and avoids the motor burning, shot blasting device blocking, shot empty throwing and personal injury caused by the lax closing of the common shot blasting control valve, reaching the international advanced level. The required shot blasting quantity can be obtained by adjusting the bolts or valve plates on the shot controller. |  |
 |  |  |  |  |
| Shot separator | Abrasive bucket elevator | Auger conveyor | Dust removal system | Electrical control system |
The advanced be full curtain shot sand separator is adopted. The separator is mainly composed of sorting area, distribution screw, screen, shot bin, etc. The best separation effect of the separator is achieved by adjusting the position of the weight on the ram, the position of the regulating plate on the primary and secondary skimming plates, and the butterfly valve on the pipeline. Reasonable adjustment can obtain good separation effect, and the separation efficiency can reach more than 99%; The particle size and material of the shot shall be selected according to the cleaning effect of the shot and the surface quality of the workpiece. | Jiutong adopts cycloid needle speed reducer with motor, which is convenient for installation and simple in structure; The hoist cover adopts a bending forming welding structure, on which is equipped with an access door, which can repair and replace the lifting hopper. By opening the door cover on the lower cover, the lower transmission can be repaired and the projectile blockage at the bottom can be eliminated; In order to ensure that the conveyor belt does not slip during operation, the roller is made into a squirrel cage type to improve the friction between the lifting belt and the pulley, avoid slipping, reduce the preload of the lifting belt and prolong the service life; It is equipped with a set of tensioning device, and the anti rotation structure can effectively prevent the lifting belt from rotating, so as to avoid injury to operators. | The screw conveyor has realized serialization, high versatility and interchangeability, and stable and reliable performance. The whole screw shaft is processed as a whole after welding, so as to ensure the coaxiality of both ends of the screw shaft. The shaft of the screw is equipped with a pulse wheel, which can detect and track the working state of the screw. Once there is a fault such as blocking and non rotation, the signal will be immediately fed back to the PLC to give an alarm or stop gradually, so as to ensure the safe operation of the equipment. | Three stage dust removal is adopted, including sedimentation chamber, cyclone dust collector and HR high-efficiency filter cartridge dust collector. It has the advantages of large filtration area (30-40 times of the same volume of traditional filter bag, reaching 300m2 / m3), good energy saving, long service life of filter material, good regeneration performance of filter cartridge, convenient use and small maintenance workload. The filter material of nine way filter cartridge dust remover is made of synthetic fiber and step-by-step encryption technology, which meets the European din53438-f1 flame retardant standard. | Automatic and manual control modes are adopted. Under the normal operation state, PLC is used for automatic control, and each part of the equipment operates in sequence according to the pre programmed program; Manual control shall be adopted during installation and commissioning, operation of single or several functional components, maintenance and test run of components, so as to facilitate the debugging personnel to adjust the equipment, facilitate maintenance, and test the performance of relevant components; The access door is interlocked with the shot supply gate. The access door is opened and the shot supply gate is closed; All the running parts are equipped with fault alarm function. If any running part of the equipment fails, it will alarm immediately, and the running parts will be stopped step by step in order to completely avoid the motor burning due to the blockage of bullets. |
| Serial number | project | quantity | Technical specifications and parameters | remarks |
|---|---|---|---|---|
| 1 | Cleaning room | 1 | Lined with 10mm cast chromium guard | |
| 2 | Anterior accessory chamber | 1 | Lined with 6mm cast chrome guard | |
| 3 | Rear auxiliary room | 2 | Lined with 6mm cast chrome guard | |
| 4 | Inlet and outlet | |||
| 5 | Shot blaster | 6 | Transmission mode: belt NSK bearing imported from Japan | |
| 6 | Hoist | 1 | Lifting amount:90T/H | |
| 7 | separator | 1 | Component force: 90t/h wind speed in separation area: 4-5m/s | Full curtain air selection |
| 8 | Projectile gate | Cylinder control switch | ||
| 9 | Transverse auger | 1 | Conveying capacity: 90t/h | |
| 10 | Longitudinal auger | 1 | Conveying capacity: 90t/h | |
| 11 | Sweeping system | 1 | Nylon roller brush Delivery capacity of shot collection: 30t/h Air volume of high-pressure fan: 5500m ³/ h Lifting perimeter: 500mm | |
| 12 | a duster | 1 | ||
| 13 | Electric control system | 1 | Electric control cabinet | Schneider Electric |
| 14 | compressed air | |||
| 15 | Initial shot quantity | 4000kg | ||
| 16 | Dust emission | 120mg/m ³ It is lower than the provisions in GB16297-1996 integrated emission standard of air pollutants | ||
| 17 | Equipment noise | 93 DB is lower than the regulations in jb/t9984.1 ~ 9984.2-1999 technical conditions of passing shot blasting machine | ||
Note:
1.the dimensions of the equipment are for reference and can be designed and manufactured according to the dimensions of customers' products.
2.If you want to customize it, you can click this tex
After the installation and commissioning of the equipment at the demander, the technical personnel of the supplier shall carry out comprehensive free technical training and use and maintenance training for the operation and maintenance personnel of the user's equipment.
When the equipment is delivered for use, the supplier shall provide a copy of equipment specification, general drawing of equipment installation, basic drawing of equipment, product certificate and packing list free of charge.
During the warranty period, all faults and damaged parts of electrical control and mechanical parts due to normal use shall be repaired and replaced (except vulnerable parts);
After the installation and commissioning of the equipment, the technical personnel of the supplier shall carry out comprehensive technical training and use and maintenance training for the operation and maintenance personnel of the user's equipment;
During the warranty period, the after-sales service of the product shall implement "immediate" reply. The user shall contact the after-sales service office of our company to ensure to reply by telephone within 1 hour after receiving the user's notice, and send personnel to provide technical services in time.
The company has a large warehouse of finished parts, such as shot blaster assemblies and wear-resistant parts. It provides domestic and foreign users with spare parts for equipment maintenance and repair all year round. Users can directly contact the company's spare parts sales department by phone or letter. If users are in urgent need, the company guarantees to send the required spare parts to the user's factory in time.
Duration responsibility commitment, control measures and implementation plan.
The supplier shall strictly abide by the provisions of the contract and technical agreement to ensure the construction period.













Tel:+86 15397002335
Add:Jiande City, Hangzhou, Zhejiang Province
E-mail:E_mail:bjjthw@163.com
